
Brief Introduction to the Structure and Control System of Electromagnetic (Induction) Heating Rollers
I. What is an Electromagnetic Induction Heating Roller?
It is a cylindrical roller body capable of self-heating, used in the continuous processing and production of industrial materials. Its fundamental heating principle involves using an internal coil to generate an electromagnetic field.
The magnetic lines of force cut the metal surface, producing Joule heating which causes the roller body itself to heat up. The roller surface then exchanges heat with the material being processed, and a closed-loop temperature control system maintains the roller’s set working temperature.
Since its introduction, this product has been widely applied in various deep-processing techniques for polymer materials, such as PVC sheet processing, chemical fiber spinning, composite material processing, drying of various materials, and the extension of inorganic materials.
Electromagnetic heating rollers offer excellent temperature performance and advantages in environmental protection and safety that traditional heat-conducting oil rollers lack. They are particularly essential as heat sources in some high-temperature, high-precision material processing operations. Since their invention, electromagnetic induction heating rollers have quickly gained recognition across various industries.
However, due to their currently higher cost compared to heat-conducting oil rollers or rollers using other heating methods, their market penetration rate is not yet high.

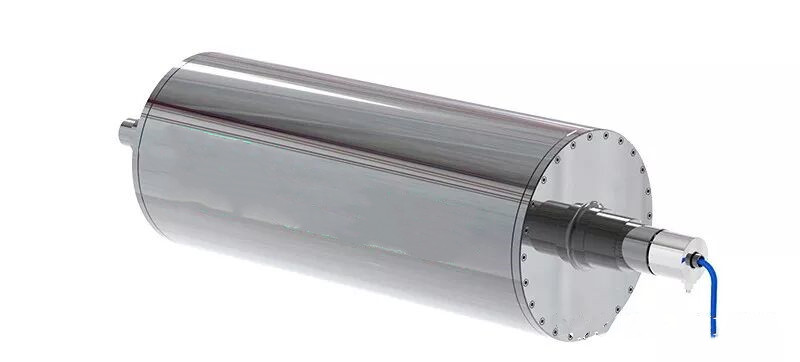
[Figure 1: General appearance diagram of an electromagnetic heating roller]
II. Structure of Electromagnetic Heating Rollers
The internal structure of an electromagnetic induction heating roller is relatively complex. This article will only provide an introduction to the general structure.
Based on different production process requirements, electromagnetic heating rollers are divided into two structural types: single-shaft and double-shaft, i.e., whether the roller body is supported at one end or both ends. The single-shaft type is more commonly used in chemical fiber spinning processes, and also finds application in the drying and stretching of special plastic films.
The double-shaft roller body has more widespread applications, such as in material calendering, glossing, leveling, drying, laminating, molding, heat setting, and heat transfer.
Single-shaft electromagnetic heating rollers are further divided into integrated and split structures based on different production processes.
There are also designs integrated with motor drives. However, the main structure generally consists of the coil assembly, roller shell, drive/support mechanism, and temperature measurement mechanism.
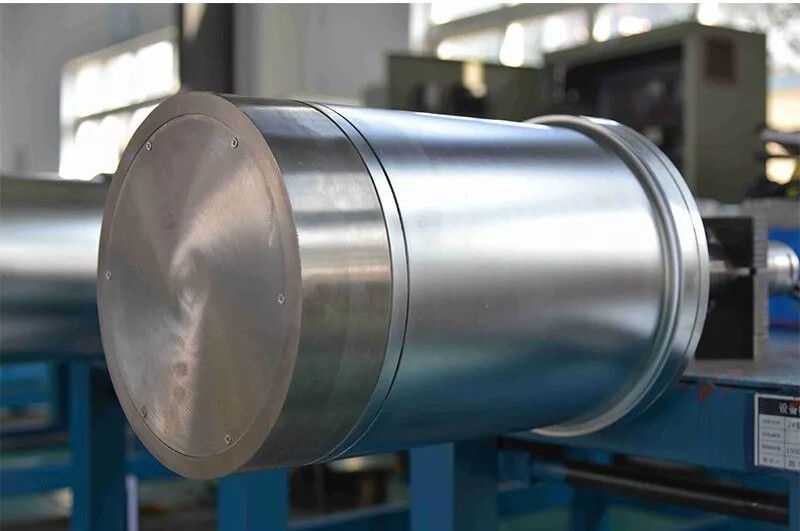
 [Figure 2: Diagram of a single-shaft electromagnetic heating roller]
[Figure 2: Diagram of a single-shaft electromagnetic heating roller]
 [Figure 3: Diagram of a double-shaft electromagnetic heating roller]
[Figure 3: Diagram of a double-shaft electromagnetic heating roller]
The structure of a double-shaft electromagnetic heating roller consists of a left end cover, right end cover, internal shaft heating coil, temperature measurement device, etc.
Regarding the internal structure of electromagnetic heating rollers, they are composed of a metal roller body, support shaft, induction coil, temperature sensor, etc. Below, we use the internal structure of a double-shaft electromagnetic heating roller for a brief explanation:
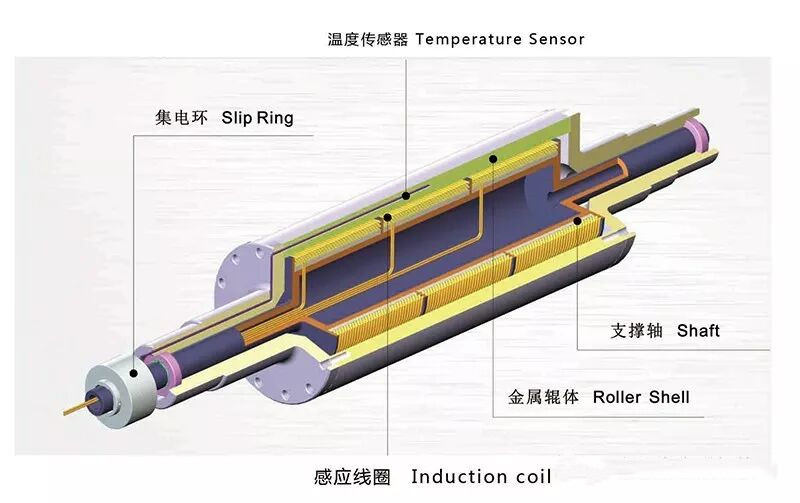 [Figure 4: Schematic diagram of the general internal structure of a double-shaft electromagnetic heating roller]
[Figure 4: Schematic diagram of the general internal structure of a double-shaft electromagnetic heating roller]
Induction Heating Methods:
Electromagnetic heating rollers can be classified by induction heating method into two types: internal coil heating and external coil heating.
Typically, the internal heating method is more common, as its heating efficiency, safety factors, and temperature controllability are far superior to the external method.
Representative companies include Japan’s TOKUDEN and a well-known enterprise in Shanghai specializing in electromagnetic heating rollers.
 [Figure 5: Electromagnetic induction heating roller with external coil]
[Figure 5: Electromagnetic induction heating roller with external coil]
An electromagnetic induction heating roller using an external induction coil places one or more electromagnetic induction coils at a certain distance around the roller body.
When alternating current passes through the coil(s), magnetic lines of force cut the roller surface, thereby generating heat. As the roller body heats inductively, it rotates continuously to allow its outer surface to be relatively uniformly cut by the magnetic lines of the electromagnetic field.
Electromagnetic heating rollers using this scheme are not very common and are limited to specific application scenarios. The external coils can be one or multiple.
This scheme has applications in Japan and Canada, primarily for temperature compensation on the roller surface used for drying and shaping ultra-wide paper (typically over 4 meters wide) with heat-conducting oil.
It usually involves multiple single coils providing heat compensation to different sections. Typically, the roller body is divided into 99 zones, meaning 99 induction coils with adjustable distances are distributed around the outer circumference of the roller. After paper passes over the roller, X-ray scanning detects paper thickness. Based on the analysis of this data, a closed-loop system adjusts the current for each coil.
For electromagnetic heating rollers with internal coils, over 99% use a single-coil structure. Multi-coil structures are used in extremely rare cases.
With a single coil, there is no issue of mutual interference between coils within the roller’s internal magnetic field, unlike in multi-coil structures. During manufacturing, the magnetic flux density distribution of the coil can be better adjusted, which is more conducive to controlling temperature uniformity.
A single coil also makes circuit control and on-site wiring simpler. Operation is easier and maintenance more convenient. Therefore, unless the required temperature uniformity control level cannot be achieved by technological means, the multi-coil solution is not adopted.
III. Temperature Regulation and Control of Electromagnetic Induction Heating Rollers
Temperature Measurement Methods:Can be divided into direct and indirect measurement methods.
Direct Measurement:Uses temperature sensing elements to measure temperature directly on the roller surface or inside the roller wall. Typically, temperature sensing components are installed on the inner wall of the roller for temperature acquisition. Commonly used are K-type thermocouples or PT100 sensors. The K-type thermocouple method is relatively low-cost, but requires special compensating cables for connection (not needed if signal transmission is used).
Compared to thermistors, it offers better stability, though the sensing element cost is relatively higher. Representative market companies include Japan’s TOKUDEN and a well-known enterprise in Shanghai specializing in electromagnetic heating rollers.
Indirect Measurement:Generally includes infrared measurement or air measurement.
Infrared Measurement:Utilizes blackbody radiation laws for temperature measurement. However, for different materials and roller surface roughness levels, the corresponding reflectivity varies. Factors such as the detection angle and distance of the infrared receiver, the cleanliness of the roller surface (different levels of cleanliness significantly affect reflectivity), and the operating environment can lead to relatively high risks of significant measurement deviation or error.
Therefore, infrared temperature measurement is less commonly used in online temperature measurement systems for electromagnetic heating rollers. It might be considered for use in clean vacuum environments or high-grade cleanrooms. Infrared probe technology is quite mature today and can output signals as 4~20mA or based on 485 communication.
There are also infrared line temperature measurement or infrared imaging for measuring entire temperature fields, but these are mostly used for process analysis and are rarely used as control temperature detection methods for roller production.
Air Temperature Measurement is commonly used for electromagnetic heating rollers in chemical fiber production, often employing a split structure. A slot is machined at a suitable location on the end face of the roller wall near the drive side. The temperature probe is placed in the middle of this slot space.
When the roller wall heats up, the air in the slot is heated. While the roller rotates at high speed, it maintains a relative temperature. The temperature control system performs PID calculations on the sampled temperature and then controls the current of the induction coil for adjustment.
Temperature Measurement Locations:
Measuring Air Temperature:A common method of indirect measurement, often seen in some chemical fiber production. Representative companies include Japan’s Tokuden and a well-known enterprise in Shanghai specializing in electromagnetic heating rollers.
Measuring Roller Wall Temperature: Small holes of different quantities and lengths are drilled into the roller wall as needed for temperature detection. Representative companies include TOKUDEN and a well-known enterprise in Shanghai specializing in electromagnetic heating rollers.
Measuring Roller Surface Temperature:Usually employs infrared measurement or contact wheel thermocouple measurement. This method has poor reliability and is generally not used.
Temperature Signal Transmission Methods:
Direct Signal Transmission:The thermocouple or RTD signal is transmitted directly to the temperature control unit.
Signal Transmitting:The thermocouple or RTD signal is first converted/processed before being transmitted to the temperature control unit. The converted signal can be industrial standard control signals like 4~20mA, or wireless/hardwired communication transmission can be used as required.
Wireless transmission requires an independent dry battery power supply, which is not ideal for use on rotating rollers. Wired communication transmission is much more reliable. Typically, using the commonly used industrial RS485 format offers good cost-performance and universality. Alternatively, industrial communication protocols like MODBUS TCP or EtherNet/IP can be selected based on the actual field conditions of the production line communication. This type of product was first invented in the United States, and the technology is also quite mature in Japan.
In terms of performance and communication, some European companies have more advantages, with moderate prices. The choice mainly depends on application requirements. Due to cost considerations, the adoption rate is relatively low. Domestic products also exist in this area but are limited to a small range of applications.
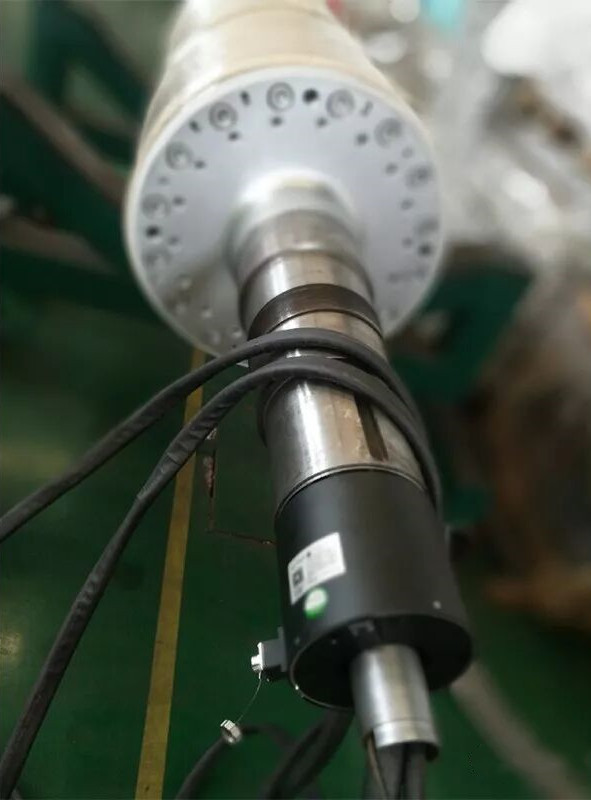
[Figure 6: Side view of a Lianjing electromagnetic heating roller]
Based on the aforementioned temperature detection methods, the temperature probe samples the roller temperature in real time and sends it back to the temperature control unit for PID calculation.
The output signal source controls the power regulation module, thereby changing the current in the excitation coil. Through this closed-loop control, the goal of controlling the temperature level is achieved.